



Польша +48 63 26 26 000
| ||||||||||||||||
 Пилорамы Wood-Mizer: опыт действующих предприятий, идеи для бизнеса и новые рыночные ниши в лесопилении
| ||||||||||||||||
Статьи на тему АЗИЯ, АФРИКА, ЕВРОПА, США, Австрия, Англия, Беларусь, Болгария, Великобритания, Венгрия, Гана, Германия, Голландия, Дания, Замбия, Индия, Ирландия, Испания, Италия, Канада, Кения, Китай, Конго, Латвия, Либерия, Литва, Малайзия, Норвегия, Папуа Новая Гвинея, Польша, Россия, Румыния, Сербия, Словакия, Словения, Турция, Украина, Уэльс, Финляндия, Франция, Хорватия, Чехия, Швеция, Шотландия, Эстония, ЮАР, Индонезия, Таиланд, Филиппины, Швейцария, Япония
|
Лесопильный цех: оптимальная организация пристаночного пространства17.06.2003
Ключевой вопрос, который задают распиловщики при покупке ленточнопильного оборудования, – производительность. В целом, это свидетельствует о слабой развитости рынка, который остается в большей степени ориентированным на сырье. То есть переработчики стремятся окупить производство, организовав всего одну операцию – пиление, хотя зачастую более выгодно глубоко перерабатывать (то есть пилить, сушить, строгать и клеить) небольшое количество сырья, особенно если речь идет о ценных сортах древесины. Однако такой технологический процесс довольно сложный, включает различное оборудование и требует большой квалификации персонала и культуры производства. Как бы там ни было, это – реальное будущее. А пока частные деревообрабатывающие предприятия работают как лесопилки, на одном двух ленточнопильных станках, и их главный интерес – прибыль, которую можно увеличить за счет роста производительности.
Хронометраж Работая на ленточнопильном оборудовании, у предприятия есть резервы по увеличению производительности. Станки Wood-Mizer отличаются длиной станины, наличием/отсутствием гидравлики, скоростью подачи пилящей головы. Процесс пиления состоит из целого ряда этапов. 1. Загрузка бревна на станину. Для станков с гидравликой считается достаточным время в 1,5 минуты на загрузку 1 бревна. 2. Собственно пиление. Количество распилов определяется размерами и видом материала (обрезной / необрезной). Время пропила зависит от скорости подачи головы в процессе пиления, которая для бревна диаметром 30 см составляет:
После каждого пропила нужно снять получившуюся доску и отнести ее к месту складирования, осуществляя сортировку доски по типу и качеству, а также повернуть бревно на станине для производства обрезных досок. Чем ближе распиловщики складывают пиломатериал, тем быстрее идет работа. Если мы говорим о бревнах диаметром 30 см, то эти процессы занимают:
Три совета по оптимизации пространства Наблюдения показывают, что на большинстве предприятий собственно пиление занимает всего 50-60% рабочего времени. Остальные 40-50% - прямые потери прибыли из-за неудачной организации рабочего места. Ниже приводим несколько советов, как достичь большей производительности за счет грамотной расстановки людей и механизмов вокруг станка. При организации рабочего места следует учитывать несколько факторов. 1. Вес продукции. Чем тяжелее получаемая продукция, тем больше времени необходимо для ее переноса от станка и штабелирование. Вывод: тяжелые пиломатериалы укладывайте ближе к станку, легкие - дальше. 2. Свободные площади для складирования готовой продукции и отходов. Как правило, сортировкой пиломатериалов занимается помощник оператора. Он может сортировать их как по виду, так и по качеству. Соответственно для каждого вида получаемой продукции формируется свой штабель. В результате возле станка оказывается много пакетов с пиломатериалами, а маршрут помощника оператора от станка к штабелю становится все длиннее. Вывод: ограничьте количество штабелей. 3. Внутрицеховые транспортные механизмы. Чаще всего для транспортировки пакетов от станка используются вилочные погрузчики или кран-балки. Вилочный погрузчик – самое неудобное средство для перевозки досок: чтобы его использовать, нужно иметь широкие проезды и большое маневровое пространство. Для удобства работы погрузчика, оператор и помощник вынуждены складывать пакеты досок так, что их собственный маршрут от станка к штабелям неизбежно удлиняется. Поэтому советуем использовать для транспортировки пиломатериалов от станка кран-балку. Главное при работе с кран-балкой - чтобы маршрут пиломатериалов не проходил над станком. Иначе люди вынуждены будут прерывать работу в целях собственной безопасности. А это - потери времени. Удобно использовать штабелёры и погрузчики с боковой загрузкой. Рабочие на станке не отвлекаются на загрузку каждого штабеля, штабели с пиломатериалами могут быть оптимально размещены возле станка. Конвейер Одно из наиболее оптимальных решений по оптимизации пространства внутри цеха - конвейер. Решение тем более оправдано для нескольких станков, используемых на производстве. Разместив станки в одну линию, параллельно ленточному транспортеру или рольгангу с приводом, вы снимете с рабочих обязанность складывать доски в пакеты и сможете существенно поднять производительность. В частности, фирма Wood-Mizer рекомендует организовать процесс таким образом. Все распиленные материалы, включая отходы, снимаются со станка (или со станков) и укладываются на ленточный транспортер. Транспортер выносит весь материал к участку сортировки мимо обрезного станка. Оператор обрезного станка снимает с транспортера доски и направляет их на продольную торцовку. Его помощник весь полученный материал возвращает назад на конвейер. (Можно обойтись и без помощника, если механизировать эту перегрузку.) В конце конвейера доски попадают на поперечный транспортер, который и является «сердцем» участка сортировки. Здесь доски осматриваются сортировщиками, снимаются с поперечного транспортера и складываются в пакеты или направляются к следующим станкам – например, к торцовочному и (или) многопильному. Отходы, минуя человеческие руки, проезжают по сортировочному конвейеру до конца и попадают в кондуктор, где могут быть увязаны и увезены на утилизацию. Автор: Г.И.Стальбовский, инженер Wood-Mizer, Гродно Если Вас заинтересовали указанные в статье продукты или услуги фирмы Wood-Mizer, Вы можете:
Ещё из раздела Опыт и подсказки
То обстоятельство, что ленточные станки распускают бревно по одной доске за проход пилящей головы, играет ключевую роль в получении качественного пиломатериала даже из неоднородной древесины. Однако многие операторы ленточных станков, особенно в ... 21.01.2009 Любой распиловщик - и тот, чей бизнес уже устоялся, и тот, кто только приобрел ленточнопильный станок, - сталкивается с альтернативой: какой выбрать инструмент? Инструмент – ленточная пила – важный элемент в отношениях между хозяином пилорамы, ... 08.11.2008 Наблюдения показывают, что на большинстве предприятий собственно лесопиление занимает всего 50-60% рабочего времени. Остальные 40-50% - прямые потери прибыли из-за неудачной организации рабочего места. Ниже приводим несколько советов, как достичь ... 13.06.2008 Приходит на ум эпизод из фильма «Коктейль». Помните? Бармен, удачно женившись, осуществил свою мечту – стал владельцем крутейшего бара на Манхэттене. И вот он и его дружок (между прочим, Том Круз) сидят на яхте, попивая коньяк, 500 долларов за ... 13.12.2007 Общая беда восточно-европейского бизнеса – слабый менеджмент. Именно поэтому мы решили исследовать проблемы управления предприятиями деревообрабатывающего комплекса. Публикуемый материал взят из реального опыта и может послужить практической ... 12.11.2007 
Вступление Латвии в Европейский Союз вместе с основными преференциями, такими как доступ к свободному рынку труда, принесло и проблемы. Побочный эффект состоит в том, что квалифицированные работники уехали в другие европейские страны в поисках ... 05.11.2007 Прежде чем давать рекомендации, как открыть лесопильный цех, предлагаем обсудить цель предприятия с позиций маркетинга. Вы можете осознать ее как производство именно таких товаров, которые отвечают запросам и желаниям потребителей. Подобная ... 28.02.2007 
Владимир Глазачев, директор представительства Wood-Mizer в Хабаровске, рассказывает об экономических аспектах внедрения LT300 на Дальнем Востоке. Оставаясь верной своему девизу «Из леса с готовой продукцией», фирма Wood-Mizer делает очередной шаг в ... 01.02.2007 
Каждый год в деревообрабатывающей отрасли появляются новые люди – молодые предприниматели, которые хотят начать свой бизнес. Как правило, они начинают со сбора информации об условиях на местном рынке: сырье, сбыт, возможности приобретения ... 15.01.2007 Новые машины профессионального класса LT70 имеют высокую скорость подачи при распиловке за счет мощности электрического двигателя (18,5 кВт) и двигателя перемещения пилящей головы (до 1 кВт), а также новых пил шириной 38 мм на шкивах увеличенного ... 07.08.2006 
Представьте такую картину: на буксире, за обыкновенным УАЗиком, к штабелю круглого леса подвозится легкий станок, оператор запускает дизельный двигатель и, через несколько минут, бревна превращаются в отличные доски. Или: на окраине лесного поселка ... 23.12.2005 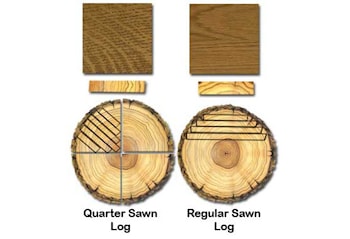
Существует много разных методов раскроя древесины, включая прямую или сплошную распиловку, выпиливание бруса, простую распиловку, редко используемую в Европе распиловку по сортам и очень интересный способ раскроя бревна на четверти. Познакомьтесь с ... 26.09.2017 | |||||||||||||||

| Контакты | Ссылки | ||
|
|
© 2024
Планета Wood-Mizer
ul. Nagorna 114, 62-600 Kolo, Польша
Завод в Польше +48 63 26 26 000
Москва +7 495 788 72 35 Тернополь +38 0352 29 62 62 Минск +375 17 355 90 80 Рига +371 67 810 666 Вильнюс +370 5 232 22 44 Сайт работает на платформе Nestorclub.com |
woodmizer.eu woodmizer.ru woodmizer.by woodmizer.com.ua woodmizer.ee woodmizer.lv woodmizer.lt |
|